2015-05-20
2015-05-20 829
829Стандартами ЕСТД предусмотрен широкий выбор технологической документации для оформления технологических процессов (ТП), и для технолога непростой задачей является определение состава документов для оформления технологической операции на станках с ЧПУ. Комплект технологической документации должен обеспечивать удобство разработки и пользования им различными специалистами производства: технологами, станочниками, наладчиками, контролёрами и др.
В таблице 1 рассматриваются возможные комплекты операционной технологии станков с ЧПУ в соответствии с ЕСТД. Условия, изменяющие комплект технологической документации оговорены в правой графе.
| Таблица 1 - Комплект операционной документации станков с ЧПУ. |
| № | Наименование и обозначение документов | Основное содержание | Примечание |
| Титульный лист ТЛ ГОСТ 3.1 II7-84 | Учетные данные о технологической документации и исполнителях. | ||
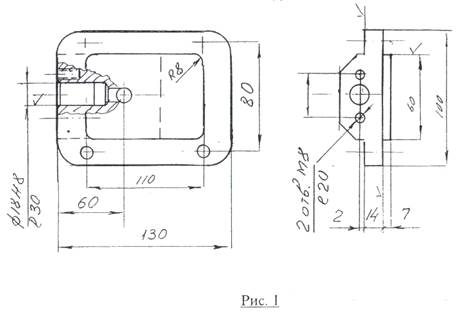
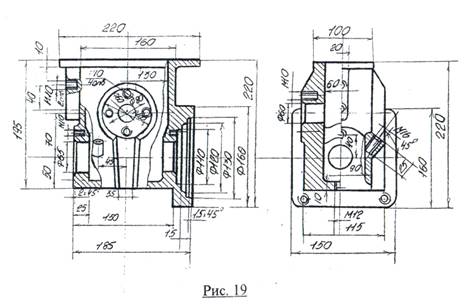
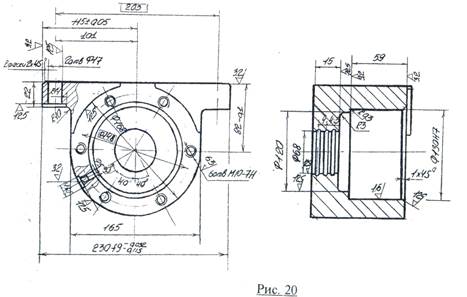
| Чертёж детали ЧД ЕСКД | Технологическая обработка конструкторского чертежа, повышающая технологичность, простановка технологических размерных цепей, обозначение поверхностей. | Для сложных деталей | |
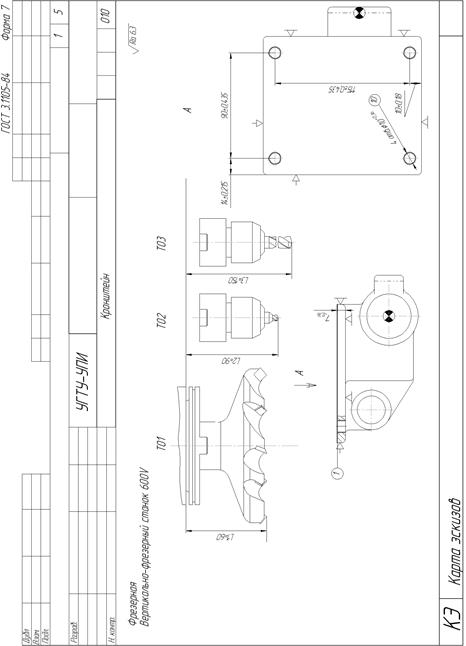
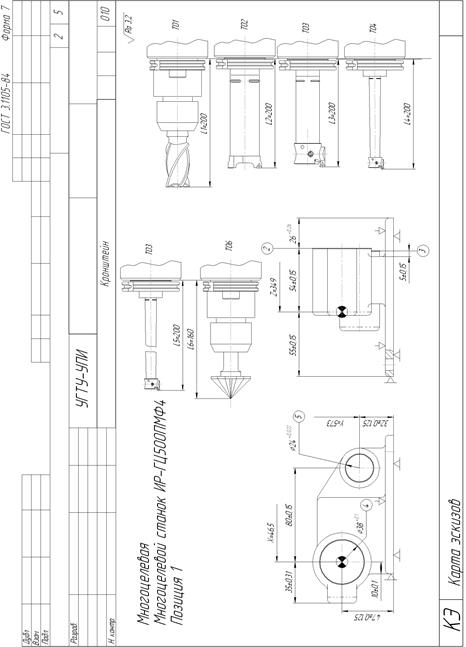
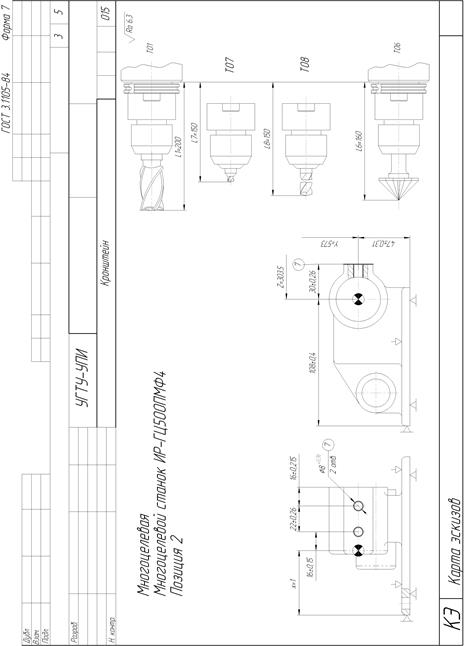
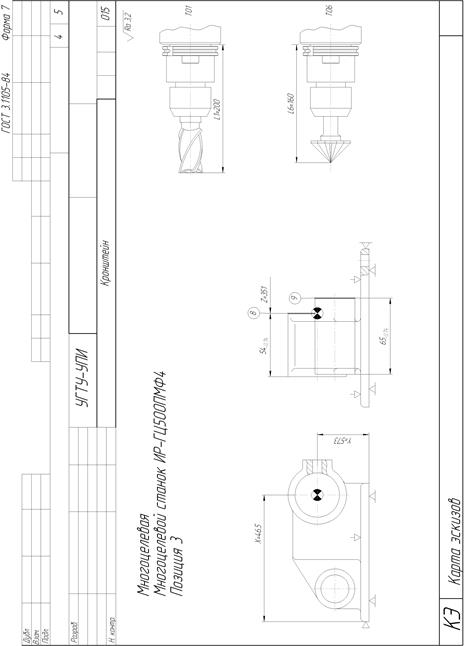
| Карта эскизов КЭ Форма 7,8 ГОСТ 3.1404-86 | Эскиз детали с указанием базирования, точности обрабатываемых размеров, нулевой точки детали, позиции планшайбы, исходного положения инструмента и его позиции. | Обязательно | |
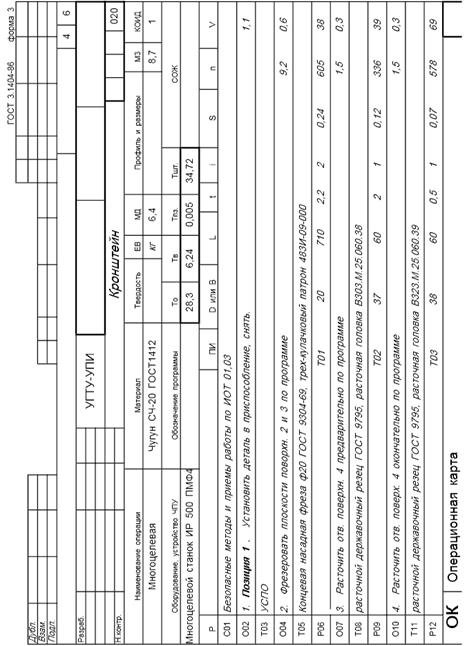
| Операционная карта ОК Форма 3, За ГОСТ 3.1404-86 | Описание переходов, их последовательность, вспомогательный и режущий инструмент, режимы обработки, нормирование. | Обязательно | |
| Карта наладки КН/П Форма 4.4а ГОСТ 3.1404-86 | Таблица вспомогательного и режущего инструмента, наладочные размеры, коррекция. | При наличии инструмент. службы | |
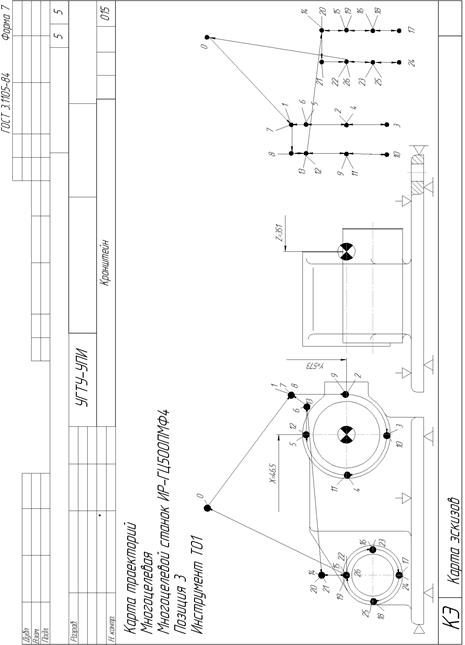
| Карта траекторий КТ Форма произвольная | Графическая проработка контура детали с указанием траектории центра фрезы (эквидистанты), деление припуска между переходами, расчёт координат опорных точек. | Для сложных поверхностей | |
| Карта кодированной информации ККИ Форма 5,5а ГОСТ 3.1404-86 | Закодированная запись управляющей программы с комментариями | Обязательно |
Рассмотрим требования к оформлению технологических документов и их содержание.
1) ТИТУЛЬНЫЙ ЛИСТ (ТЛ) или «КОМПЛЕКТ ДОКУМЕНТОВ» оформляется в соответствии с ГОСТ 3.1117-84, по форме 2. На ТЛ указываются: название технологического процесса, фамилии исполнителей и подразделение предприятия, даты разработки и регистрации передачи документации.
2) ЧЕРТЁЖ ДЕТАЛИ (ЧД) может быть использован в комплекте ТП без изменения, как разработка конструктора. Однако, часто возникает необходимость в переработке чертежа детали технологом для решения следующих вопросов:
§ внесения конструктивных изменений, повышающих технологичность детали, которые выполняются по согласованию с конструкторами;
§ простановки технологических размерных цепей, после чего за обеспечение точности ответственность несёт технолог;
§ упрощения чертежа за счёт не указывания необрабатываемых на данной операции элементов детали.
На чертеже детали технолог может пронумеровать обрабатываемые поверхности для упрощения описания ТП.
Для простых деталей ЧД может в комплекте ТП отсутствовать, если на карте эскизов достаточно данных об обрабатываемых поверхностях
3) КАРТА ЭСКИЗОВ (КЭ) оформляется в соответствии с ГОСТ 3.1404-86. по форме 7. Для многоцелевых станков из-за большого количества обрабатываемых поверхностей практикуется оформление КЭ на формате A3 (форма 8) и с целью разделения обработки с разных сторон, применяется несколько КЭ. для каждой позиции поворотного стола.
На карте эскизов указываются: эскиз детали в положении соответствующем расположению детали относительно станка, базирование и закрепление заготовки, размеры и точность обрабатываемых поверхностей, шероховатость. нулевая точка детали  режущий инструмент с указанием его позиции в магазине и исходного положения.
режущий инструмент с указанием его позиции в магазине и исходного положения.
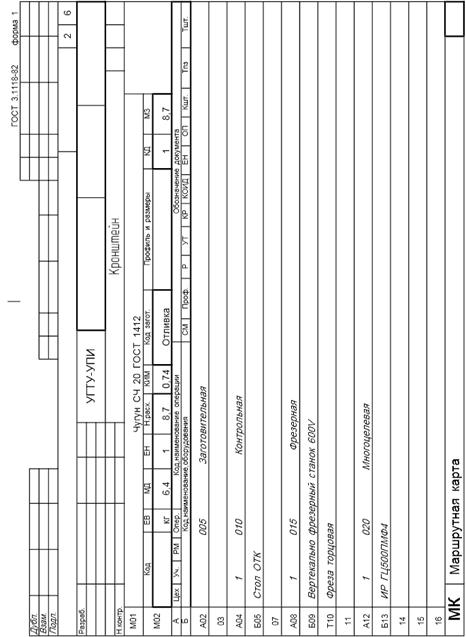
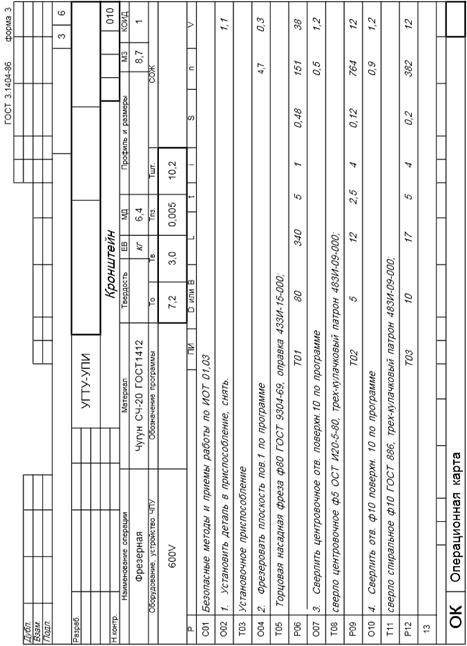
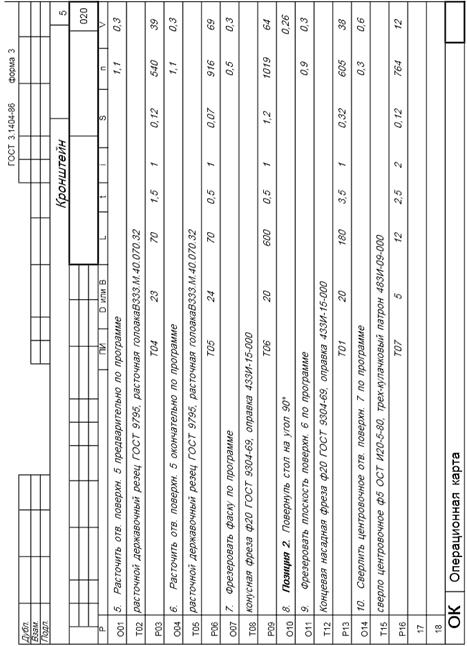
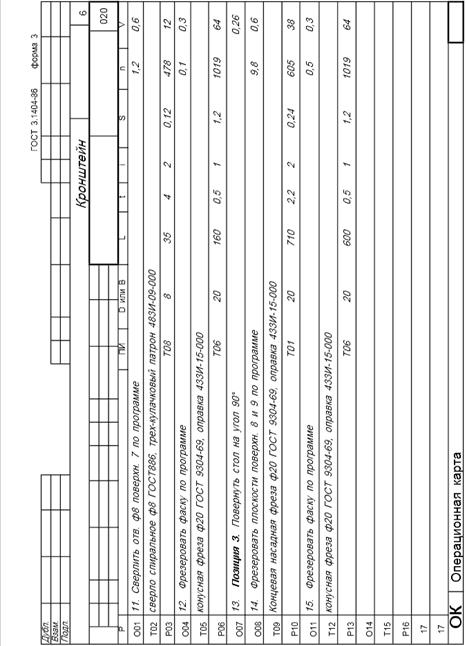
4) ОПЕРАЦИОННАЯ КАРТА (ОК) предназначена для описания последовательности переходов, оформляется в соответствии с ГОСТ 3.1404-86 по форме 3 или За.
В первой графе рядом с номером строки проставляется служебный символ, для описания переходов, это - «О». Во второй графе, проставляется номер перехода и описание перехода. Описание переходов рекомендуется выполнять, используя стандартную терминологию (см. Приложение I). При этом, для удобства чтения технологической информации, обрабатываемая поверхность указывается размером с допуском или номером, проставленным на ЧД. В следующей строке, после простановки служебного символа «Т». даётся описание вспомогательного и режущего инструмента данного перехода. Ниже, после указания служебного символа «Р». следуют данные о режимах обработки в соответствии с расположением граф. обозначенных вертикальными пунктирными линиями (см. пример в приложении
5) КАРТА НАЛАДКИ ИНСТРУМЕНТА (КН/П) - таблица вспомогательного и режущего инструмента используемого в данной операционной технологии. оформляется на бланке по форме 4 или 4а. ГОСТ Э.1404-86. В первой и второй графах указываются порядковый номер строки и номер технологического перехода заданного операционной картой. В третьей графе проставляется номер позиции инструмента в магазине и далее описание вспомогательного и режущего инструмента, которое переносится из операционной карты. В графе «Наладочные размеры» проставляются вылеты инструментов по координате Z, заданные технологом. В графе «Корректируемые размеры» проставляются размеры чертежа, для которых технологом предусматривается дополнительная корректировка размерной настройки по пробной стружке при отладке ТП. Для переходов с низкой точностью размеров по оси Z, например, при сквозной сверловке, корректируемые размеры в этой графе не указываются.
Требования к технологическим документам КТ и ККИ смотри в Таблице 2.
Таблица 2 - Общая последовательность проектирования технологических операций для станков с СЧУ.
| № | Тип докум. | Этапы работы технолога | Вид А | Вид Б |
| ЧД | Переработка чертежа детали с целью повышения технологичности, простановки технологических размерных цепей, обозначения обрабатываемых поверхностей. | + | + | |
| КЭ | Составление операционного эскиза с указанием схемы установки, обрабатываемых размеров, нулевой точки детали. Выявление зон обработки, выбор типовых переходов и соответствующих им инструментов, указание позиций инструментов и исходного положения. Выбор приспособлений. | + | + | |
| ОК | Определение последовательности переходов, выбор вспомогательного и режущего инструмента, назначение режимов обработки. | + | + | |
| КН/П | Таблица вспомогательного и режущего инструмента выбранного с типовыми переходами. Для свободных позиций магазина рассматривается дополнительный инструмент обеспечивая: 1 сокращение времени обработки и - выравнивание загрузки инструментов. Определение настроечных размеров инструмента и корректируемых размеров детали. До оформление ОК после выбора инструментов. | + | + | |
| КТ - | Определение координат опорных точек траектории инструмента при обработке сложных поверхностей. Распределение припусков обрабатываемых зон и расчет меж переходных размеров. | + | + | |
| Разработка управляющей программы. | + | + | ||
| Отладка управляющей программы. | + | + | ||
| Анализ выбранного инструмента, рассмотрение возможности использования более производительного инструмента после обработки первой партии деталей. | + | |||
| Оптимизация последовательности обработки и др. | + |
Примечание:
Знак «+» означает выполнение данного этапа работы.
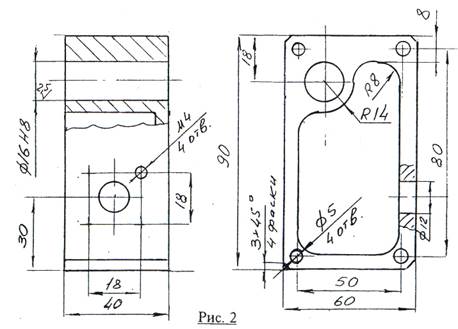
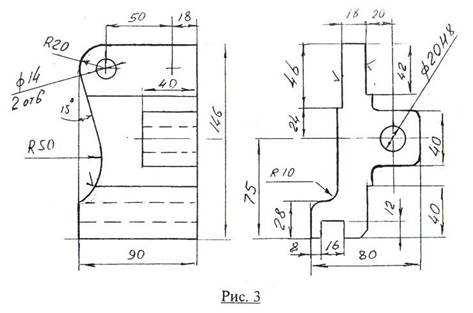
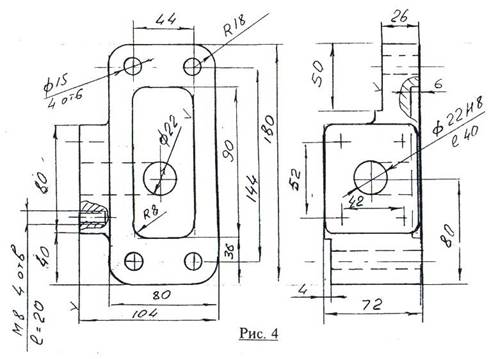
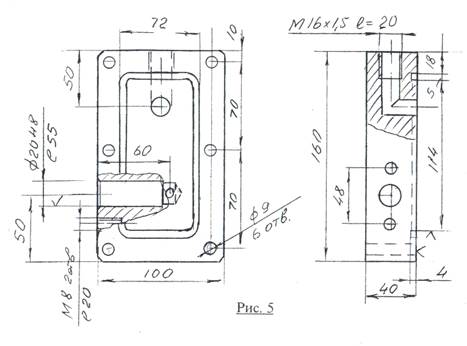
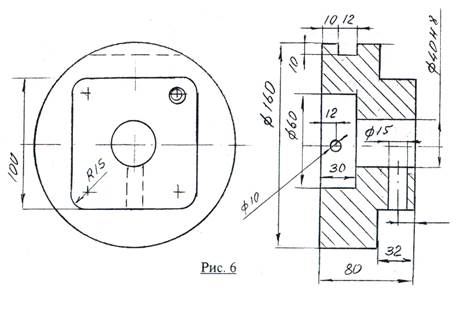
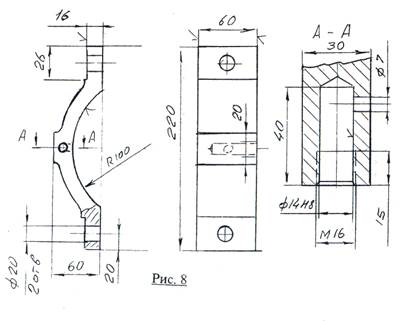
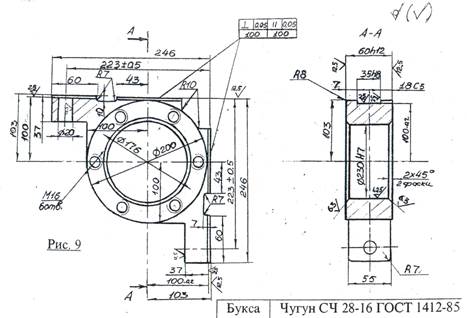
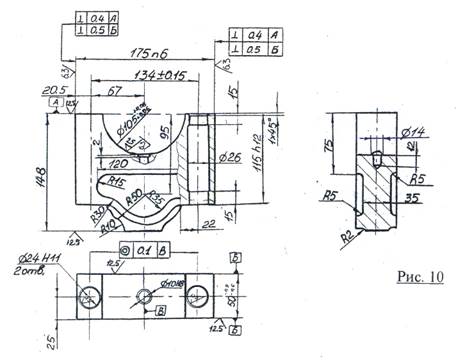
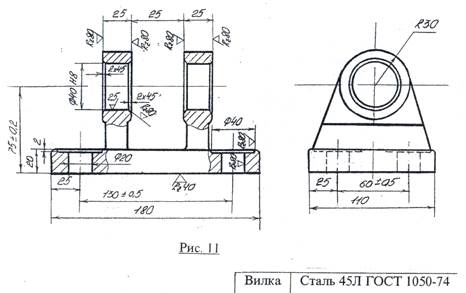
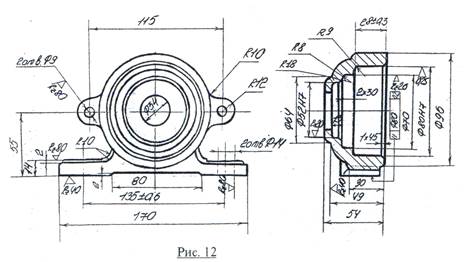
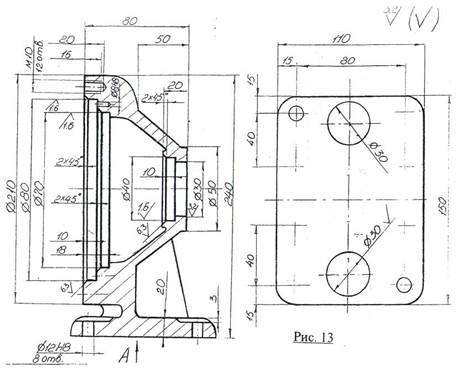
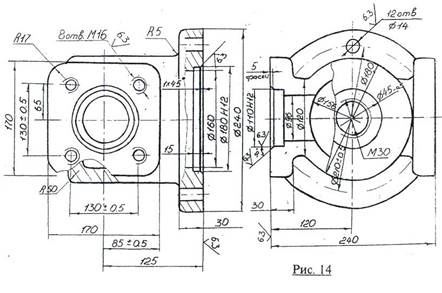
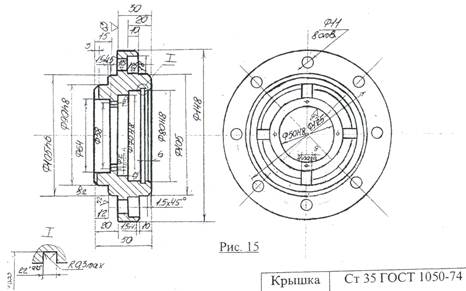
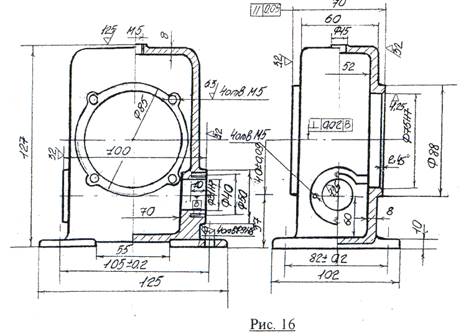
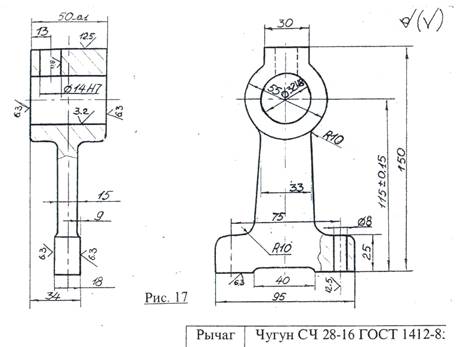
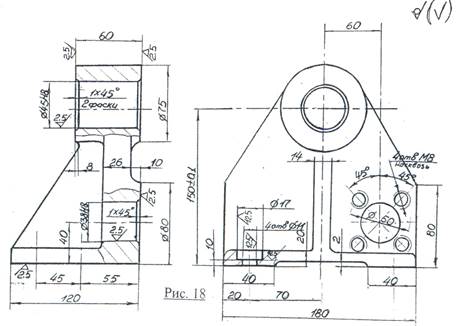
ВАРИАНТЫ ЗАДАНИЯ

ПРИЛОЖЕНИЕ 1
РЕКОМЕНДУЕМЫЕ ТЕРМИНЫ ДЛЯ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
Ключевые слова технологических переходов обработки резанием по ГОСТ 3.1702-79.
| 3.1702-79. |
| Врезание | Подрезка | Точить |
| Довести | Попировать | Хонинговать |
| Долбить | Протянуть | Шевинговать |
| Закруглить | Развернуть | Шлифовать |
| Затыловать | Рассверлить | Цековать |
| Зенкеровать | Расточить | Центровать |
| Накатать | Сверлить | Фрезеровать |
| Нарезать | Строгать | Установить |
| Срезать | Суперфинишровать | Закрепить |
Наименование предметов производства, обрабатываемых поверхностей и конструктивных элементов по ГОСТ 3.1702-79.
| Буртик | Контур | Рифление |
| Выточка | Конус | Ступень |
| Гантель | Лыска | Сфера |
| Деталь | Отверстие | Торец |
| Заготовка | Отверстия | Фаска |
| Зуб | Паз | Червяк |
| Зубья | Резьба | Цилиндр |
| Канавка | ||
ПРИЛОЖЕНИЕ 2