 2015-05-13
2015-05-13 2106
2106по фаршу, кг/ч............................................................... 2500
по готовым батонам, шт/мин........................................ 17
Размер батона, м:
диаметр.......................................................................... 95
длина............................................................................. 500
Потребляемая электроэнергия, кВт·ч................................... 5,7
Давление сжатого воздуха, МПа.......................................... 0,39…0,58
Габаритные размеры, мм....................................................... 3900´1100´2230
Масса, кг................................................................................ 1800
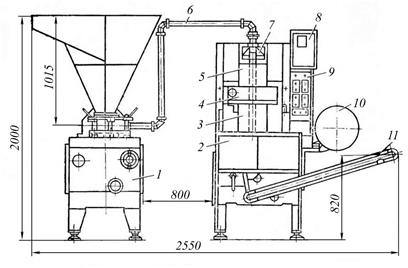
Агрегат М1-ФУР предназначен для образования оболочки из повиденовой ленты для формования вареных колбас и наложения алюминиевых скрепок на концы батонов. Агрегат М1-ФУР (рис. 14.24, а) состоит из установки для нагнетания фарша 1 и машины для образования оболочки 3, формования батонов 2 с наложением скрепок на концы батонов и отделения батонов друг от друга. Обе составные части соединены между собой фаршепроводом 6.
а)
б)
Рис. 14.24. Агрегат М1-ФУР для формования вареных колбас:
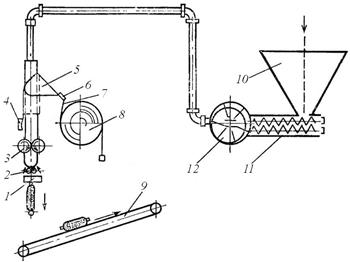
а – общий вид; б – принципиальная схема
Установка для нагнетания фарша представляет собой лопастной шприц, состоящий из эксцентриково-лопастного насоса, двухшнекового питателя, загрузочного бункера, которые смонтированы на станине.
Машина для формования вареных колбас 2 включает в себя электромеханический бесступенчатый привод, рукавообразователь 7 (формообразующий воротник), сварочное устройство 5, механизмы протягивания оболочки 4, выдавливания (формования батонов) 3, наложения скрепок, блок катушек для заготовок скрепок 10, пульт управления 9, устройство для сварки пластмасс 8, конвейер 11.
Агрегат работает следующим образом (рис. 14.24, б). Повиденовая пленка сматывается с рулона 8 по направляющей 7 и через направляющие ролики 6 поступает к рукавообразователю 5, при помощи которого свертывается в рукав. Наложенные внахлестку края пленки свариваются в продольном направлении токами высокой частоты. Для сварки повиденовой пленки агрегат комплектуют установкой для сварки пластмасс.
Колбасный фарш загружается в бункер 10, из которого шнековым питателем подастся в лопастной насос 12 и по фаршепроводу в трубу рукавообразователя 5. Из трубы фарш постоянно поступает в сформированную оболочку, конец которой заделан скрепкой.
Роликами механизма протягивания 3 пленка с постоянной скоростью сматывается с рулона 8 и, сваренная в продольном направлении сварочным устройством 4, подается к механизму наложения скрепок 1. Механизм нагнетания 2 вытесняет фарш из рукава в зоне наложения скрепок, а механизм заделки накладывает скрепки и отделяет наполненные батоны один от другого. Готовые колбасные батоны падают на конвейер 9 и подаются в зону загрузки в колбасные рамы.
Техническая характеристика агрегата М1-ФУР представлена в таблице 14.7.
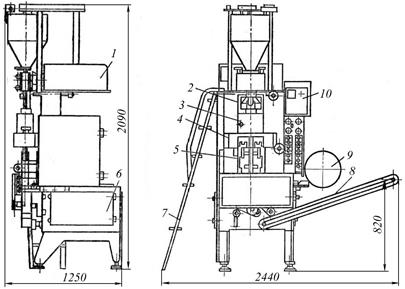
Агрегат М1-ФУТ предназначен для формования ливерных колбас с образованием оболочки из повиденовой пленки с наложением металлических скрепок из алюминиевой проволоки на концы батонов. На общей станине агрегата (рис. 14.25, а) смонтированы дозатор фарша 1, рукавообразователь 2, сварочное устройство 3, механизмы протягивания оболочки 4, выдавливания (формования) 5, заделки скрепок 11, электромеханический привод 6, блок катушек с заготовками скрепок 9, устройство для сварки пластмасс 10, трап 7 и конвейер.
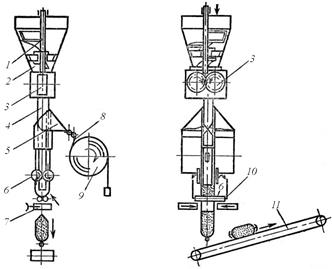
Процесс образования оболочки из повиденовой ленты аналогичен процессу осуществляемому на автомате М1-ФУР. Повиденовая пленка 8 (рис.14.25, б) сматывается с рулона через направляющие ролики и поступает к рукаво-образователю, при помощи которого свертывается в рукав и сваривается в продольном направлении.
Колбасный фарш загружается в бункер 2, из которого шнеком 1 подается в шестеренный нагнетатель 3. Далее фарш поступает по трубе 4 в оболочку, конец которой заделан скрепкой. Оболочка с постоянной скоростью подается к механизму заделки скрепок 7 с помощью роликового механизма протягивания 6. Механизм выдавливания 10 вытесняет фарш из рукава в зоне наложения скрепок. Механизм заделки скрепок 7 накладывает скрепки и отделяет наполненные батоны один от другого. Батоны подают на конвейер 11, который отводит их в зону загрузки в корзины для дальнейшей термообработки.
Инженерные расчеты. Производительность двухшнековых шприцов П (кг/ч) определяются из выражения:
Таблица 14.7. Техническая характеристика агрегатов для формования колбасных изделий
| Показатели | М1-ФУР | М1-ФУТ |
| Производительность (батоны/мин) при массе дозы, г: | ||
| – | ||
| – | ||
| Точность дозирования, % | ±2 | ±2,5 |
| Диаметр оболочки, мм | ||
| Потребляемая электроэнергия, кВт×ч | 4,2 | 2,1 |
| Габаритные размеры, мм | 2554´1340´2000 | 1250´2440´2900 |
| Масса, кг |
а)
б)
Рис. 14.25. Агрегат для формования ливерных колбас М1-ФУТ:
а – общий вид; б – принципиальная схема
 ,
,
где D – наружный диаметр рабочей части шнека, м; d – внутренний диаметр рабочей части шнека, м; S – шаг шнека; м; k – коэффициент увеличения впадины шнека ( ); n – частота вращения шнека, с–1;
); n – частота вращения шнека, с–1;  – плотность фарша, кг/м3;
– плотность фарша, кг/м3;  – коэффициент подачи фарша в шприц
– коэффициент подачи фарша в шприц  ;
;  – угол подъема винтовой линии шнека, град.
– угол подъема винтовой линии шнека, град.
Производительность поршневых шприцев П (кг/ч)
 ,
,
где G – масса загружаемого фарша, кг; Т – полная длительность цикла, с; V – геометрическая емкость цилиндра, м3;  – коэффициент заполнения объема цилиндра шприца фаршем
– коэффициент заполнения объема цилиндра шприца фаршем  ; D – диаметр цилиндра, м; Н – высота цилиндра, м; t1 – продолжительность открывания крышки цилиндра, с; t2 – продолжительность опускания поршня и загрузки фарша, с; t3 – продолжительность закрывания крышки цилиндра, с; t4 – продолжительность шприцевания, с.
; D – диаметр цилиндра, м; Н – высота цилиндра, м; t1 – продолжительность открывания крышки цилиндра, с; t2 – продолжительность опускания поршня и загрузки фарша, с; t3 – продолжительность закрывания крышки цилиндра, с; t4 – продолжительность шприцевания, с.
Производительность эксцентриково-лопастных шприцов П (кг/ч)
 ,
,
где D – внутренний диаметр корпуса шприца, м; D 1 – наружный диаметр ротора, м; L – ширина ротора, м; n – частота вращения ротора, с–1; – плотность фарша, кг/м3;  – коэффициент подачи фарша в шприц.
– коэффициент подачи фарша в шприц.
Производительность П (кг/ч) агрегата для формования колбасных изделий
 ,
,
где G – масса батона, кг; n – число батонов, выпускаемых агрегатом, шт/мин; К 0 – коэффициент возвратных отходов.
 | Чем человек просвещеннее, тем он полезнее своему отечеству. Грибоедов Александр СЕРГЕЕВИЧ (1795–1829), русский писатель и дипломат |

