 2015-05-30
2015-05-30 1252
1252Таблица 2.2 – Уровни варьирования факторов
| Фактор | Код обозначения | Уровни варьирования | ||
| Верхний (+1) | Основной (0) | Нижний (-1) | ||
| D | X1 | |||
| Z | X2 | |||
| w | Х3 |
Матрица планирования для полно-факторного эксперимента представлена далее в таблице 2.3.
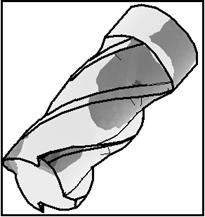
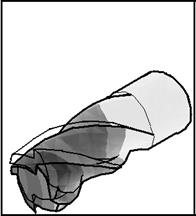
Для расчета выходных параметров, а именно деформаций фрезы по осям X, Y,Z соответственно: Ux, Uy, Uz был проведен компьютерный эксперимент с помощью программы ANSYS. Для этого были разработаны 3D-модели фрез в программе SolidWorks рис.2.2. Размеры инструментов, режимные и силовые параметры выбирались по каталогам фирмы Sandvik Coromant. Значения исходных параметров инструментов приведены далее в таблице 2.4.
Для определения нагрузок на инструментах необходимо было рассчитать составляющие сил резания. Материал заготовок – сплавы типа ВЖЛ. Для большей надежности оценок в качестве режимных параметров были приняты режимы для черновой и получистовой обработки. Составляющие Px, Py, Pz рассчитывались по формулам [3], а их величины приведены в таблице 2.5:
|
|
|
 , Py=0,5 Pz, Px=0,4 Pz tg(w), (2.1)
, Py=0,5 Pz, Px=0,4 Pz tg(w), (2.1)
где Cp, x, y, u, q, w, Kmp – коэффициенты из справочника [3],
t, sz, n, B, D, Z – параметры режима резания, диаметр и число зубьев фрезы.
Таблица 2.3 – Матрица планирования 
| № п/п | 
| 
| 
| 
| 
| 
| 
| 
| Ux | Uy | Uy |
| + | + | + | + | + | + | + | + | ||||
| + | – | + | + | – | – | + | – | ||||
| + | + | – | + | – | + | – | – | ||||
| + | – | – | + | + | – | – | + | ||||
| + | + | + | – | + | – | – | – | ||||
| + | – | + | – | – | + | – | + | ||||
| + | + | – | – | – | – | + | + | ||||
| + | – | – | – | + | + | + | – |
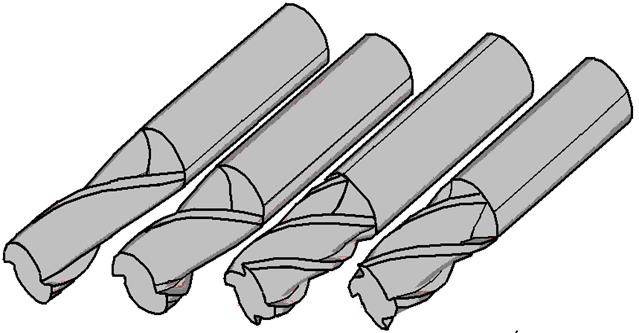
Рисунок 2.2 – Твердотельные модели концевых фрез
с двумя и четырьмя зубьями
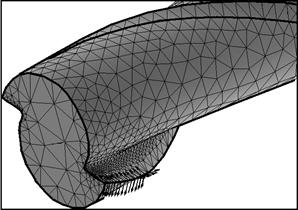
Результаты моделирования: сетки конечных элементов, вектора нагрузок, картины напряжений и деформаций приведены на рисунках 2.3 – 2.5.
По результатам расчетов получены деформации точек на вершинах формообразующих зубьев и на оси инструмента в его торцовой плоскости (таблица 2.6).
Таблица 2.4. – Параметры фрез и режимы обработки
| Номер фрезы | Диаметр фрезы (D), мм | Число зубьев фрезы (Z) | Угол накл. стружечн. канавки (w), град | Частота вращения фрезы (n), об/мин | Подача на зуб (Sz), мм | Число зубьев фрезы в работе (Z’) |
| 0,1 | ||||||
| 0,02 | ||||||
| 0,1 | ||||||
| 0,02 | ||||||
| 0,1 | ||||||
| 0,02 | ||||||
| 0,1 | ||||||
| 0,02 |
| 
| |
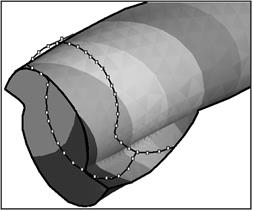
| Рисунок 2.3 – Сетка конечных элементов концевой фрезы и вектора нагрузок на ее кромке | Рисунок 2.4 – Деформации фрезы от сил резания (линяя с точками, показывает первоначальное положение фрезы) | |
   а) б) в)
а) б) в)
| ||
| Рисунок 2.5– Напряжения (а) и деформации (б, в) четырехзубой фрезы (линяя с белыми точками, показывает первоначальное положение фрезы) | ||
Таблица 2.5. – Составляющие сил резания на инструменте (SPi) и на каждом его
|
|
|
зубе (Pi), Н
| Номер фрезы | SPx | Px | SPy | Py | SPz | Pz |
| 137,8 | 68,9 | 172,3 | 86,2 | 344,6 | 172,3 | |
| 153,1 | 76,6 | 191,4 | 95,7 | 382,8 | 191,4 | |
| 68,9 | 68,9 | 86,2 | 86,2 | 172,3 | 172,3 | |
| 76,6 | 76,6 | 95,7 | 95,7 | 191,4 | 191,4 | |
| 96,5 | 48,2 | 172,3 | 86,2 | 344,6 | 172,3 | |
| 107,2 | 53,6 | 191,4 | 95,7 | 382,8 | 191,4 | |
| 48,2 | 48,2 | 86,2 | 86,2 | 172,3 | 172,3 | |
| 53,6 | 53,6 | 95,7 | 95,7 | 191,4 | 191,4 |
Таблица 2.6. – Величины деформаций вдоль осей координат точек на фрезах у вершины лезвия (в), в центре торцового сечения (ц) и средняя величина, мкм
| Номер фрезы | Uxв | Uyв | Uzв | Uxц | Uyц | Uzц | Ux | Uy | Uz |
| 0,3 | 8,5 | ||||||||
| 0,7 | 0,3 | 9,5 | 2,5 | 0,5 | |||||
| 0,3 | 23,5 | 0,7 | |||||||
| 0,4 | 8,5 | 6,5 | 1,2 | ||||||
| 0,5 | 0,1 | 0,7 | |||||||
| 0,5 | 0,7 |
Для получения модели в виде степенной функции необходимо было прологарифмировать выходные параметры по следующим формулам:
 ;
;
 ; (2.2)
; (2.2)
 .
.
Тогда матрица планирования из таблицы 2.3 примет вид таблицы 2.7.
Как известно, уравнение регрессии для матрицы планирования эксперимента имеет следующий вид:
 . (2.3)
. (2.3)
Таблица 2.7 – Матрица планирования эксперимента для нахождения степенной зависимости
| № п/п |
|
|
|
|
|
|
|
| 
| 
| 
|
| + | + | + | + | + | + | + | + | 2,14 | 1,95 | ||
| + | - | + | + | - | - | + | - | 4,98 | 4,38 | ||
| + | + | - | + | - | + | - | - | 2,25 | 0,92 | -0,69 | |
| + | - | - | + | + | - | - | + | 4,91 | 3,16 | -0,36 | |
| + | + | + | - | + | - | - | - | 2,14 | 1,87 | 0,18 | |
| + | - | + | - | - | + | - | + | 4,98 | 4,55 | ||
| + | + | - | - | - | - | + | + | 2,3 | -0,36 | ||
| + | - | - | - | + | + | + | - | 4,91 | 3,04 | -0,36 | |
Определим коэффициенты уравнения регрессии по формуле:
 . (2.4)
. (2.4)
Получим для :








Уравнение регрессии примет вид:
 (2.5)
(2.5)
Далее была произведена проверка адекватности полученной модели, при помощи исключения малозначимых коэффициентов в уравнении регрессии.
Исключим коэффициенты 
После исключения уравнение примет вид
 . (2.6)
. (2.6)
Первый случай: =+1; =+1; =+1. =2,13.
Подсчитаем погрешность по следующей известной формуле:
 %, (2.7)
%, (2.7)
где – деформация по оси X до исключения коэффициентов;
 –деформация по оси X после исключения коэффициентов.
–деформация по оси X после исключения коэффициентов.
Получили ∆=(2,14-2,13)/2,14=0,0046 или 0,46%. Аналогичные вычисления выполнены и для остальных случаев. Полученные значения занесены в таблицу 2.8.
Таблица 2.8 – Проверка адекватности модели для деформации по оси X
| № случая |
|
|
| 
| 
| ∆, % |
| + | + | + | 2,14 | 2,13 | 0,46 | |
| - | + | + | 4,98 | 4,97 | 0,2 | |
| + | - | + | 2,25 | 2,27 | 0,88 | |
| - | - | + | 4,91 | 4,91 | ||
| + | + | - | 2,14 | 2,13 | 0,46 | |
| - | + | - | 4,98 | 4,97 | 0,2 | |
| + | - | - | 2,3 | 2,27 | 1,3 | |
| - | - | - | 4,91 | 4,91 |
Данные таблицы показывают, что погрешность модели не превышает 5% следовательно коэффициенты  ;
;  ;
;  ;
;  можно исключить.
можно исключить.
Окончательное уравнение регрессии примет вид:
. (2.8)
Аналогичные расчеты были произведены для :








Тогда уравнение регрессии примет вид:
 (2.9)
(2.9)
Проверка адекватности полученной модели. Исключим коэффициент
После исключения уравнение имеет вид:
 . (2.10)
. (2.10)
Полученные значения занесены в таблицу 2.9.
Таблица 2.9 – Проверка адекватности модели для деформации по оси Y
| № случая |
|
|
| 
| 
| ∆, % |
| + | + | + | 1,95 | 1,88 | 3,6 | |
| - | + | + | 4,38 | 4,44 | 1,4 | |
| + | - | + | 0,92 | 0,98 | 6,5 | |
| - | - | + | 3,16 | 3,1 | 1,9 | |
| + | + | - | 1,87 | 1,8 | 3,7 | |
| - | + | - | 4,55 | 4,64 | ||
| + | - | - | -0,36 | -0,3 | 16,7 | |
| - | - | - | 3,04 | 2,98 |
Данные таблицы показали, что погрешность модели превышает 5% следовательно коэффициент  исключить нельзя.
исключить нельзя.
|
|
|
Окончательно уравнение регрессии имеет вид:
 (2.11)
(2.11)
Для : 







Уравнение регрессии примет вид:
 (2.12)
(2.12)
Далее следует произвести проверку адекватности полученной модели. Исключим коэффициент 
После исключения уравнение получае вид:
 . (2.13)
. (2.13)
Полученные значения внесены в таблицу 2.9. Исходя из таблицы можно сделать вывод, что погрешность модели превышает 5% следовательно коэффициент исключить нельзя. Окончательно уравнение регрессии имеет вид:
 (2.14)
(2.14)
Таблица 2.9 – Проверка адекватности модели для деформации по оси Z
| № случая |
|
|
| 
| 
| ∆, % |
| + | + | + | -0,06 | |||
| - | + | + | 3,06 | |||
| + | - | + | -0,69 | -0,62 | 10,1 | |
| - | - | + | -0,36 | -0,42 | 16,7 | |
| + | + | - | 0,18 | 0,26 | 44,4 | |
| - | + | - | 2,94 | |||
| + | - | - | -0,06 | |||
| - | - | - | -0,36 | -0,3 | 16,7 |
Далее следует произвести переход от кодированных значений к их натуральным величинам. Рассчеты произведены по следующей формуле:
 , (2.15)
, (2.15)
где  ,
,  – соответственно, кодированное и логарифм натурального значений факторов;
– соответственно, кодированное и логарифм натурального значений факторов;
 ,
,  – соответственно, логарифм верхнего и основного значения i-го фактора.
– соответственно, логарифм верхнего и основного значения i-го фактора.
 , (2.16)
, (2.16)
где  – логарифм нижнего значения i-го фактора.
– логарифм нижнего значения i-го фактора.
 ;
;
 ; (2.17)
; (2.17)
 .
.
Полученные логарифмы были подставлены в формулу (2.15)
 ;
;
 ;
;  (2.18)
(2.18)
 .
.
Полученные переменные  ,
,  ,
,  далее подставлены в уравнения регрессии (2.8), (2.12), (2.14).
далее подставлены в уравнения регрессии (2.8), (2.12), (2.14).
 ;
;
 (2.19)
(2.19)

После преобразования получили:
 ;
;
 (2.20)
(2.20) 
Обработка результатов расчетов, приведенных в последней таблице, позволила получить следующие зависимости:
Ux = (e6,93 Z0,18(1,8-lnD))/D1,51;
Uy = (e22,7 Z7,69(1,06 lnD-1)w2,46(2,03 lnD+lnZ))/(D19,86w5,11Z3,14 lnD lnw); (2.21)
Uz = (D1,69(7,1+lnZ lnw) Z8,67(1,93-lnD) w2,83(1,37-lnD))/(e20,166 w2,325 lnZ).
В дальнейшем целесообразно принять некоторую фрезу как наиболее перспективную и на ней произвести более детальную проверку. Примем как наиболее вероятный случай – обработку заготовки фрезой диаметром 8 мм, с числом зубьев равным двум. Для данного случая проведем проверочный расчет в программе ANSYS. Для этого была создана 3D-модель данной фрезы в SolidWorks (рисунок 2.6), которая и была импортирована в программу ANSYS.
|
|
|

Рисунок 2.6. – Трехмерная
модель фрезы
На сетку конечных элементов фрезы, к ее режущим кромкам были приложены вектора нагрузок (рисунок 2.7). Значения составляющих сил резания рассчитывались по вышеприведенным формулам: 
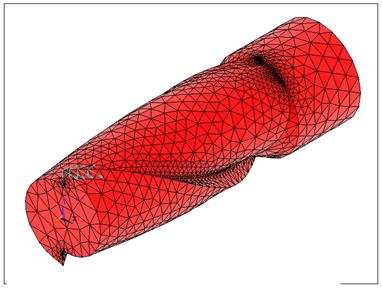
Рисунок 2.7 – Сетка конечных элементов концевой фрезы
и вектора нагрузок на ее кромке
В результате расчетов были получены деформации точек фрезы (рисунок 2.8).
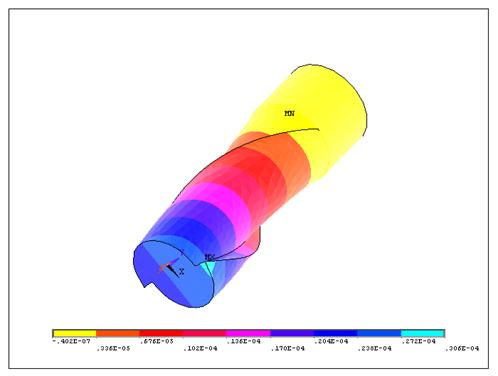
Рисунок 2.8 – Деформации фрезы от сил резания
Согласно расчетам деформации фрезы составили:  0,65 мкм;
0,65 мкм;  7 мкм;
7 мкм;  27 мкм. Таким образом, определяя в каждый момент времени обработки параметры срезаемого слоя, можно найти составляющие сил резания, которые в упругой задаче расчета деформаций фрез прямо пропорциональны деформациям. Последние можно определить по приведенным формулам (2.21), в зависимости от геометрических параметров концевых фрез для указанных в таблице составляющих сил резания. Найденные деформации можно использовать для коррекции управляющих программ ЧПУ.
27 мкм. Таким образом, определяя в каждый момент времени обработки параметры срезаемого слоя, можно найти составляющие сил резания, которые в упругой задаче расчета деформаций фрез прямо пропорциональны деформациям. Последние можно определить по приведенным формулам (2.21), в зависимости от геометрических параметров концевых фрез для указанных в таблице составляющих сил резания. Найденные деформации можно использовать для коррекции управляющих программ ЧПУ.
Проведенные исследования показали, что для выбранных режимов резания деформации вдоль радиальной оси – те деформации, что определяют фактический съем металла с заготовки составляют всего доли микрометров и для практики производства данный изделий МГТУ существенного значения не имеют.
Вывод. Таким образом, первым из исследуемых факторов – влиянием на точность обработки ротора МГТУ упругих деформаций инструментов от сил резания можно пренебречь и в дальнейшем его не учитывать.








