 2015-07-14
2015-07-14 2268
2268Данный этап проводиться на основе результатов разработок предшествующих этапов. При разработке операций уточняют их структуру и содержание, устанавливают последовательность, и возможность выполнения технологических переходов во времени.
В общем случае любая сборочная операция состоит из непосредственно сборочного и межоперационного перемещения (рис. 13).
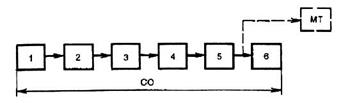
Рис. 13
В непосредственно сборочной операции выделяют следующие этапы:
1. Захват и перемещение на позицию сборки и базирование собираемых компонентов. Характеризуется принятым способом захвата и перемещения.
2. Относительное ориентирование компонентов на позиции сборки, обеспечивающее их собираемость. Характеризуется принятым способом совмещения сопрягаемых поверхностей.
3. Сопряжение собираемых компонентов, зависит от геометрической формы сопрягаемых поверхностей и вида сборочного движения.
4. Закрепление собираемых компонентов, зависит от принятого метода образования соединения.
5. Контроль сборки, зависит от методов контроля и их назначения.
6. Съём собранного изделия с оборудования, зависит от вида технических средств и применяемого метода.
В зависимости от вида выполняемых сборочных операций и сборочных компонентов может происходить совмещение некоторых этапов или пропуск этапов.
Особенно это характерно для ручной сборки, относительное проектирование происходит в момент перемещения на позицию сборки.
Время выполнения операции увязывают с расчетным тактом сборки, это достигается следующим образом:
- Объединение технологических переходов так, чтобы сумма их времен стремилась к такту сборки.
- Возможен перенос некоторых переходов из одной операции в другие.
- Сокращение времени на выполнение операции, за счет автоматизации, совмещения технологических переходов, повышения скорости сборки, уменьшения времени вспомогательных переходов и рабочих ходов.
- Увеличение числа рабочих на сборочном рабочем месте.
- Применение многопозиционных приспособлений и многоинструментальных наладок.
При разработке технологических операций выполняются следующие действия:
а) Определение оптимальных режимов сборки и настроечных размеров для наладки оборудования (сила запрессовки, момент затяжки, температура нагрева и охлаждения).
б) Определение требований к базирующим устройствам, устройствам ориентации и к оборудованию в целом.
в) При проектировании сложных технологических процессов сборки определяют загрузку оборудования и строят циклограммы его работы.
г) Устанавливают структуру и основные технологические характеристики оборудования, на основании которых выбирают оборудование или составляют техническое задание на его проектирование.
д) Устанавливают конструкцию и основные параметры оснастки, составляют задание на проектирование нестандартной оснастки.
е) Устанавливают структуру и содержание операций контроля, выбирают средства контроля.
ж) Выбирают необходимые подъёмно-транспортные средства.
з) Определяют типы блокировочных устройств для предупреждения аварий.
По возможности в состав операций включают однородные работы, что повышает специализацию сборщиков и повышает производительность труда. Пригонку, контроль и испытание выделяют в отдельные операции. Необходимо стремиться использовать средства автоматизации и механизации, сборочных работ, так как доля ручного труда в машиностроении слишком велика.
- Тяжелое машиностроение – 80...85%,
- Станкостроение – 75...78%,
- Электромашиностроение – 70...75%,
- Сельхозмашиностроение – 50...60%,
- Автомобилестроение – 45...50%.
Правила записи технологических операций и переходов регламентируется ГОСТ 3.1703-79.

