 2015-09-06
2015-09-06 3171
3171Методичні рекомендації
до лабораторної роботи № 11
з дисципліни:
«Верстатна справа»
Житомир - 2013
Лабораторна робота № 11
Тема: ЗАТОЧУВАННЯ ЦИЛІНДРИЧНИХ ФРЕЗ
Мета і задачі лабораторної роботи
Метою роботи є вивчення процесу фрезерування, конструктивних і геометричних параметрів основних типів фрез, способів заточування циліндричних і торцевих фрез. Для цього передбачене рішення наступних задач:
1. вивчення типів фрез і області їх застосування;
2. вивчення конструктивних і геометричних параметрів циліндричної фрези;
3. вивчення способів заточування фрези і використовуваного устаткування.
Після виконання лабораторної роботи студент повинен
знати: конструкції і область застосування різних типів фрез, їх конструктивні і геометричні параметри, методику налагодження універсально-заточувального верстата для заточування циліндричної фрези, методику контролю геометричних параметрів фрез;
уміти: налагодити універсально-заточувальний верстат і заточити циліндричну фрезу, зробити контроль її геометричних параметрів.
План проведення роботи
1. Ознайомитися з методичними вказівками до виконання лабораторної роботи.
2. По довідковій літературі вивчити типи фрез і область їхнього застосування.
3. Вивчити конструктивні елементи і геометричні параметри різних типів фрез.
4. Для даної циліндричної фрези розрахувати розміри, необхідні для налагодження універсально-заточувального верстата для заточування по передній і головній задній поверхням.
5. Замалювати схеми заточування фрез по передній і головній задній поверхням.
6. Заточити фрезу.
7. Проконтролювати параметри заточеної фрези.
8. Оформити звіт про виконану роботу.
Теоретичні відомості
Конструктивні й геометричні параметри фрез
Фреза — багатозубий інструмент, що представляє собою тіло обертання, на циліндричній поверхні і торці якого є різальні кромки. Фрези застосовуються для обробки площин, пазів, фасонних поверхонь, а також для розрізування матеріалів (пили), виготовлення різьби (різьбові фрези) і зубчастих коліс (зуборізні фрези).
Фреза є одним з найпоширеніших різальних інструментів. У промисловості із загального парку устаткування фрезерні верстати становлять близько 18%, а в авіаційній промисловості до 50...60% усього заводського парку. Різні види фрез наведені на рис. 1.1, конструкція циліндричної і торцевої фрез - на рис. 1.2.
Діаметр фрези впливає на процес різання й різальні властивості інструмента. Він вибирається з умов міцності і жорсткості оправки, тіла фрези і зубців. При цьому необхідно враховувати розміри оброблюваної поверхні. Діаметр посадкового отвору вибирається за умовою міцності і повинен відповідати нормальному ряду. Співвідношення зовнішнього і посадкового отворів фрез наведені у табл. 1.1.
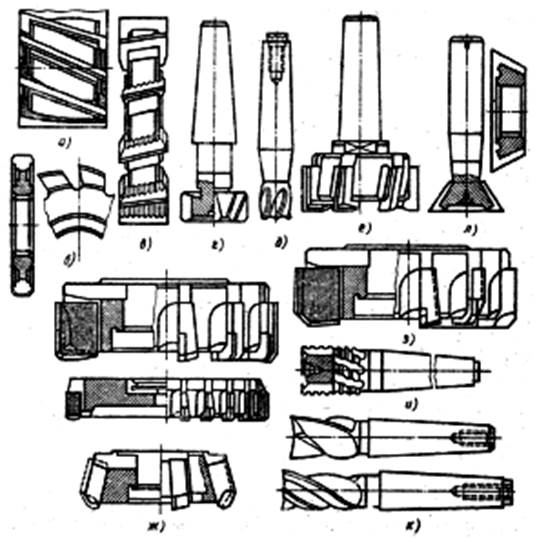
Рис. 1.1. Основні типи фрез:
а - циліндрична; б - дискова суцільна; в - тристороння дискова із вставними ножами; г - Т-подібна; д - кінцева; е - торцева із хвостовиком; ж, з - торцева насадна;
и - кінцева обдирна; к - шпонкова; л - кутова
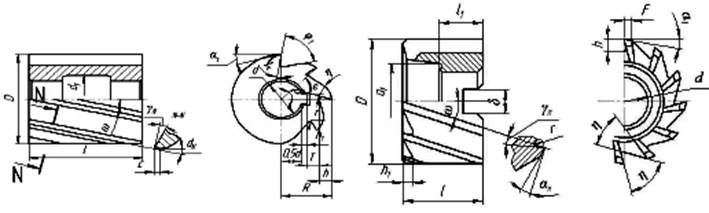
Рис. 1.2. Геометричні параметри різальної частини фрез:
а - циліндричної; б - торцевої
Таблиця 1.1. Стандартні діаметри фрез

Збільшення зовнішнього діаметра фрези приводить до збільшення числа зубців, що, у свою чергу підвищує продуктивність обробки, точність і чистоту обробленої поверхні. Але при цьому збільшується витрата матеріалу і вартість інструмента.
Число зубців повинне бути по можливості найбільшим. Чим більше число зубців, тим за інших рівних умов більше їх число одночасно перебуває в контакті із заготовкою, тим більша сумарна довжина різальних кромок, вище продуктивність і плавність процесу різання. Внаслідок цього зменшується шорсткість обробленої поверхні. Однак можливість збільшення числа зубців фрез обмежується міцністю зуба і числом його переточувань, необхідним об’ємом канавок для розміщення стружки, конструкцією кріплення різальної пластини в корпусі (для збірних фрез).
На практиці приймають:
 , шт., (1.1)
, шт., (1.1)
де D – діаметр фрези, мм;
k – коефіцієнт, що залежить від типу фрези і умов роботи,
k =1,75...1,8 – для дрібнозубих фрез (чистових);
k =0,6...1,2 – для фрез з крупним зубом (чорнових);
k =0,8 – для збірних фрез.
Кути різальної частини вибираються залежно від типу фрези, властивостей оброблюваного матеріалу і технологічних умов обробки. Передні кути у фрез зі швидкорізальної сталі при обробленні сталі змінюються в межах  =(10...15)о, для твердосплавних фрез =(+5...-5)о, причому, чим більша міцність оброблюваного матеріалу, там менше значення .
=(10...15)о, для твердосплавних фрез =(+5...-5)о, причому, чим більша міцність оброблюваного матеріалу, там менше значення .
Задній кут  у дрібнозубих фрез приймається рівним 16о, для фрез із крупним зубом =12о, для дискових і прорізних – до 30о; у твердосплавних фрез =5...8о.
у дрібнозубих фрез приймається рівним 16о, для фрез із крупним зубом =12о, для дискових і прорізних – до 30о; у твердосплавних фрез =5...8о.
Для торцевих і тристоронніх фрез важливу роль відіграє головний кут у плані  , який визначає співвідношення між шириною і товщиною зрізу. Величина головного кута в плані приймається рівною (45...60)о.
, який визначає співвідношення між шириною і товщиною зрізу. Величина головного кута в плані приймається рівною (45...60)о.
Для зміцнення вершини зубця у торцевих твердосплавних фрез робиться перехідна кромка довжиною l =1…2 мм, розташована під кутом 1= +(10...15)о.
Кут нахилу стружкової канавки  у циліндричних фрез із крупним зубом =(30...40)о, з дрібним зубом - =(15...20)о. Кінцеві фрези мають =(30...60)о, а дискові двох- і тристоронні - =(0...20)о.
у циліндричних фрез із крупним зубом =(30...40)о, з дрібним зубом - =(15...20)о. Кінцеві фрези мають =(30...60)о, а дискові двох- і тристоронні - =(0...20)о.
Форма і розміри зубців і западин фрез повинні забезпечувати міцність зубця і достатній простір для розміщення стружки, а також повинні забезпечити максимальну кількість переточувань фрези.
Циліндричні, торцеві, дискові універсальні фрези роблять гострозаточеними. На практиці застосовуються три форми зубців (рис. 1.3). Загальним для всіх типів гострозаточених зубців є те, що частина задньої поверхні (шириною – f), що безпосередньо прилягає до різальної кромки, заточується по площині.
Для чистових дрібнозубих фрез найпоширенішою є трапецевидна форма зубця (рис. 1.3, а). Зубець такої форми заточується по задній поверхні. Тому з погляду збільшення можливої кількості переточувань бажано збільшувати висоту зубця. Але при цьому зменшується його міцність. Висота зубця вибирається в залежності від колового кроку Рокр у межах h =(0,5...0,65) Рокр. Ширина вершини зубця f =0,5…2,0 мм. Щоб уникнути появи тріщин при термообробці, западину зуба оформляють по радіусі r =(0,5…2,0) мм.
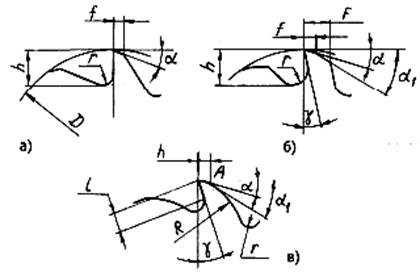
Рис. 1.3. Форми зубців гострозаточених фрез:
а) трапецевидна, б) двохплощинна, в) радіусна
Зубці чорнових фрез з крупним зубом оформляються згідно рис. 1.3, б, в. Форма зубця (рис. 1.3, б) має подвійну прямолінійну спинку, де =(8...12)о - робочий задній кут, а 1=(20...25)о.
Зубці третьої форми (рис. 1.3, в) мають криволінійну спинку, при цьому R =(0,3...0,45) D мм, h =(0,3…0,45) мм, Рокр, f =1..2 мм, r =(0,4...0,75) h, мм. Таку форму зубця мають, наприклад, швидкорізальні кінцеві обдирні фрези.

