 2015-09-06
2015-09-06 313
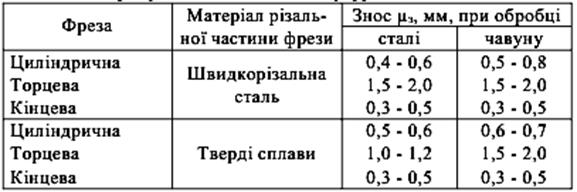
313Зношування фрез відбувається в основному по головній задній поверхні зубців. Зношування по передній поверхні незначне. Знос по задній поверхні для чистових фрез характеризується величиною площадки зношування µз. Сумарна стійкість фрези залежить від кількості її переточувань. При збільшенні величини зносу необхідно збільшувати величину сточування при кожному переточуванні, що приведе до зменшення припустимої кількості переточувань і, отже, сумарної стійкості фрези. Тому величина зносу по задній поверхні не повинна перевищувати припустиму, котра наведена в табл. 1.2.
Число періодів стійкості нової фрези:
n = (M/q) +1,(1.2)
де М – величина припустимого сточування зубця, мм;
q – величина сточування зуба при одному переточуванні, мм.
Таблиця 1.2. Припустима величина зносу фрез по головній задній поверхні
Одиниця додається для того, щоб урахувати період стійкості нової фрези.
Величина припустимого сточування зубця М залежить від конструкції фрези. Для суцільних фрез величина М залежить від висоти зубця Н (рис. 1.4):
М = (0, 3- 0,5)Н, мм. (1.3)
Величина сточування при одному переточуванні:
 , мм, (1.4)
, мм, (1.4)
де µ з – припустима величина зносу фрези по головній задній поверхні, мм;
α – задній кут фрези (головний або допоміжний, залежно від того, яка різальна кромка заточується), град.
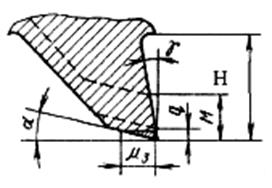
Рис. 1.4. Схема зношування зубців фрези








