 2015-09-06
2015-09-06 261
261Фрезу встановлюють і закріплюють у центрах на столі верстата (рис. 1.7). Для утворення позитивного заднього кута α зубець фрези, що підлягає заточуванню, зміщають у вертикальній площині щодо осі обертання фрези на величину H:
 , мм, (1.7)
, мм, (1.7)
де D – діаметр фрези, мм;
α – задній кут, град.
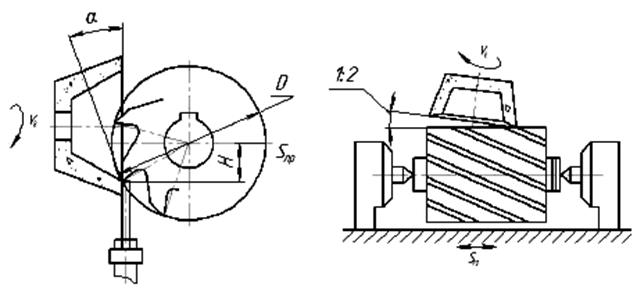
Рис. 1.7. Схема заточування циліндричної фрези по задній поверхні
Величина H досягається регулюванням упора по висоті з точністю 0,01 мм. Фрези з гострою формою зубців по задній поверхні заточують кругами чашкової (ЧЦ, ЧК) або тарілчастої (IT, 2Т, ЗТ) форми. Вісь тарілчастого (або чашкового) круга при заточуванні встановлюють не перпендикулярно до осі фрези, а під кутом (80…88)°, щоб забезпечити контакт круга із зубцем фрези тільки на невеликій ділянці його робочої поверхні.








