 2014-02-12
2014-02-12 6259
6259Шевингование зубьев - метод окончательной обработки незакаленных колес – обеспечивает повышение точности до 5-й – 6-й степени поверхности (Ra=0,63-0,16 мкм). В процессе шевингования с поверхности зубьев снимаются (соскабливаются) тонкие стружки толщиной 0,005-0,001 мм. При этом происходит исправление эксцентриситета начальной окружности. Шевингование осуществляется двумя способами: шевером-колесом (диском) или шевером-рейкой.
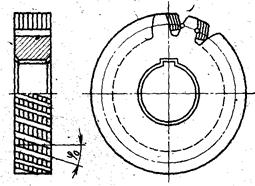
 Рис. Расположение канавок на зубе шевера Рис. Расположение канавок на зубе шевера |
Шевер имеет зубья, на боковых поверхностях которых расположены радиальные канавки глубиной 0,8 мм.Эти канавки образуют режущие кромки, которые осуществляют снятие тонких стружек с поверхности зубьев.
 Обрабатываемое колесо устанавливается на оправке в центрах стола станка. Шевер располагается над зубчатым колесом под углом 150, образуя с колесом как бы винтовую пару со скрещивающимися осями. Наличие скрещивания осей зубчатой пары: колеса и шевера – создает необходимое условие - продольное скольжение зубьев шевера относительно зубьев колеса, в результате чего и происходит соскабливание стружек с поверхности последнего.
Обрабатываемое колесо устанавливается на оправке в центрах стола станка. Шевер располагается над зубчатым колесом под углом 150, образуя с колесом как бы винтовую пару со скрещивающимися осями. Наличие скрещивания осей зубчатой пары: колеса и шевера – создает необходимое условие - продольное скольжение зубьев шевера относительно зубьев колеса, в результате чего и происходит соскабливание стружек с поверхности последнего.
Рис. Схема шевингования дисковым шевером (а)
и схема работы зуба шевера (б): 1 – шевер; 2 – заготовка колеса
Вращение сообщается шеверу, а шевер вращает обрабатываемое колесо. Шевер вращает колесо попеременно в одном и в другом направлениях для обработки обеих сторон зуба. Стол станка имеет также вертикальное перемещение и продольное (осевое) для обработки всей длины зуба при коротком шевере.
Шевингование осуществляется на специальных шевинговальных станках,
При шевинговании зубьев шевер-рейка устанавливается на столе станка, который совершает возвратно-поступательное движение. Как и у дискового шевера, зубья шевера-рейки расположены под углом  150.
150.
Шевингование производится с непрерывной подачей СОЖ (сульфафрезол или веретенное масло), применяется шевингование для обработки незакаленных зубьев.
Шлифование. Шлифование зубьев применяется, в большинстве случаев, для закаленных колес с целью получения высокой точности и класса шероховатости поверхности зубьев.
Шлифование осуществляется методом копирования и обкатывания.
1. Шлифование методом копирования
В первом случае круг заправляется специальным копировальным механизмом и имеет профиль впадины зубьев. Круг шлифует две стороны двух соседних зубьев. Достигаемая точность 0,010-0,015 мм.
 а) б) а) б) |
Рис.. Шлифование зубчатых колес методом копирования:
а – круг шлифует две стороны зуба; б – одну сторону зуба
При шлифовании зубьев по методу копирования имеет место износ и искажение профиля шлифовального круга, что приводит к заметной погрешности формы первого и последнего зуба колеса.
. Обработку производят в 3-4 прохода. Достигаемая точность 0,01-0,015 мм, шероховатость Ra=0,32мкм.
2. Шлифование по методу обкатывания.
Зубошлифование методом обкатывания может осуществляться двумя тарельчатыми, одним или двумя дисковыми кругами или абразивным червяком Зубошлифование по методу обкатывания характеризуется более высокой точностью (4-7-я степень) при относительно меньшей производительности.
 Шлифование осуществляется двумя тарельчатыми кругами, каждый из которых шлифует одну сторону зуба, после чего происходит поворот заготовки на один зуб. При обработке воспроизводится движение, соответствующее зацеплению рейки с зубчатым колесом.
Шлифование осуществляется двумя тарельчатыми кругами, каждый из которых шлифует одну сторону зуба, после чего происходит поворот заготовки на один зуб. При обработке воспроизводится движение, соответствующее зацеплению рейки с зубчатым колесом.
Рис.. Схема шлифования зубьев
двумя тарельчатыми кругами методом обкатки
Обрабатываемое колесо К совершает обкаточное движение около воображаемой производящей рейки Р, т.е. оно совершает одновременно возвратно-поступательные повороты около оси и согласованные с ними возвратно-поступательные перемещения, параллельные рейке.
Торцы кругов расположены таким образом, что они образуют форму зуба рейки (см.рис.,а) или левую и правую стороны двух зубьев рейки (см.рис.,б).
Рис.. Зубошлифование цилиндрических зубчатых колес: а – одним абразивным кругом; б – двумя абразивными кругами
При модуле более 10 мм одновременно шлифуются обе стороны одной впадины, при модуле менее 9 мм – разные стороны двух соседних впадин. Главное движение резания – вращение кругов со скоростью V. Шлифование профиля зуба на всей длине достигается медленным возвратно-поступательным движением заготовки со скоростью продольной подачи  . После перемещения в одну и другую сторону заготовка выходит из зацепления с кругами, и происходит поворот для шлифования очередной впадины.
. После перемещения в одну и другую сторону заготовка выходит из зацепления с кругами, и происходит поворот для шлифования очередной впадины.
Основное время при зубошлифовании на станках, работающих по указанному методу, определяется по формуле
 , мин,
, мин,
где  , мм; n0 – число оборотов, мин; τ – время на переключение и деление, мин.
, мм; n0 – число оборотов, мин; τ – время на переключение и деление, мин.
При шлифовании пакета зубчатых колес, установленных на оправке, основное время определяется по формуле
 , мин;
, мин;
где  , мм, m – количество одновременно шлифуемых колес.
, мм, m – количество одновременно шлифуемых колес.
При этом за величину  следует принимать длину зуба или ступицы, если последняя превышает длину зуба.
следует принимать длину зуба или ступицы, если последняя превышает длину зуба.
Встречается зубошлифование двумя тарельчатыми кругами большого диаметра без продольной подачи (врезанием) на специальных станках. В этом случае основание впадины образуется не по прямой, а в виде радиуса, равного радиусу круга. Рекомендуется для обработки колес с небольшой длиной зуба. Отсутствие продольной подачи обеспечивает более высокую производительность.
При зубошлифовании одним дисковым кругом, представляющим как бы зуб рейки (см.рис.4.50,а), обрабатываемое колесо также совершает обкаточное движение и продольную подачу вдоль зуба и движение деления. Шлифование зубьев этим методом обычно происходит за два оборота колеса. Окончательное шлифование обычно производят при втором обороте с уменьшенной продольной подачей круга. Между предварительным и окончательным шлифованием круг автоматически правится. Основное время шлифования при этом определяется по приведенной выше формуле и удваивается, так как обработка осуществляется одним кругом.
3. Зубохонингование (абразивное шевингование).
По кинематике сходно с шевингованием дисковым шевером. Инструментом является зубчатое колесо с абразивным венцом.
4. Притирка.
Применяется для окончательной обработки главным образом закаленных колес. Повышает точность и класс шероховатости поверхности до Ra=0,16-0,05 мкм.
В процессе обработки обрабатываемое колесо вращается в обе стороны в контакте с чугунным притиром - шестерней и имеет осевое возвратно-поступательное движение. На поверхность зубьев подается паста или абразивная суспензия.
Данный вид обработки производится на специальных зубопритирочных станках. Станки изготавливают с параллельными или со скрещивающимися осями притиров.
Приработка осуществляется при взаимном обкатывании двух рабочих колес с подачей суспензии. Затем детали промываются и идут на сборку в паре (комплекте).
Контроль зубчатых колес. К точности изготовления зубчатых колес предъявляются высокие требования, так как они являются ответственными деталями сложных и ответственных узлов и агрегатов.
Точность зубчатого зацепления определяется в основном величиной суммарной ошибки, определяемой правильностью геометрической формы начальной окружности и её концентричностью с осью вращения зубчатого колеса. Суммарная ошибка измеряется в направлении радиуса начальной окружности.
Измерение суммарной ошибки производится специальным прибором (для комплексной проверки).
Измеряемое колесо проверяется в зацеплении с эталонным (можно также проверять зацепление двух рабочих колес).
Поэлементный контроль точности зубчатого зацепления предусматривает проверку следующих параметров:
1) равномерность шага зубьев (зубомер),
2) размер толщины зуба (толщиномер),
3) правильность рабочего профиля зуба (эвольвентомер),
4) параллельность зубообразующей начального цилиндра зубчатого колеса;
5) размер пятна контакта;
6) степень шума.
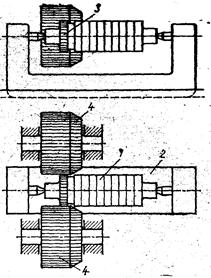
 Рис. 4 Схема накатывания зубьев
Рис. 4 Схема накатывания зубьев
……………………………………………………………………………………………………………………………………………
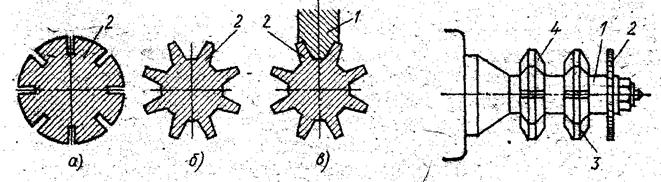
Рис..2. Схема фрезерования зуба трибки в три перехода, (а, б, в);
1 — фреза; 2 — деталь
Рис.3. Установка фрез на оправке при фрезеровании в три перехода
…………………………………………………………………………………………………………………………………….
Рис.5 Шевингование шевером-рейкой(рис. 9, а 1 — деталь; 2 — шевер),дисковым шевером
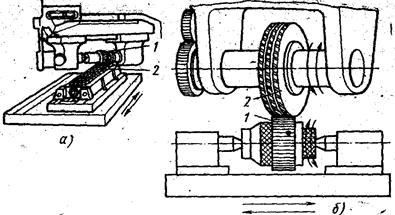
Ррис.5. Дисковый шевер
…………………………………………………………………………………………………………………………………….
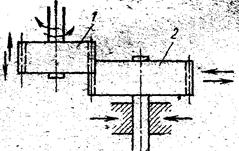 Рис.6 Схема притирки зубьев. 1- притир, 2- деталь
Рис.6 Схема притирки зубьев. 1- притир, 2- деталь

